
ブログ
おりがみで鶴を折ったことがあると思います。おりがみを対角に折って三角形にし、更に折って半分の三角形にする。角からずれることなくきれいに折っていかないと工程が進むにつれてどことなく歪んだような仕上りになってしまいます。何度も作って慣れてくるとポイントを押さえられるようになり、短時間できれいな鶴を折ることが出来るようになります。金属の板は硬いため簡単には人の力で折り曲げることはできませんが、基本的にはおりがみを折る動作と似ています。異なる点は、専用の機械を使うことと、板厚を考慮した折り曲げが必要になってくることです。
プレスブレーキとも呼ばれ、主に汎用の金型をセットし直線的に金属の板を折り曲げる機械です。弊社では現在8台のベンダーを稼働させ、用途に応じて様々な曲げ加工を行っています。曲げ幅1300mmの小型なベンダーから曲げ幅4000mmの長尺ベンダーまであります。ベンダーはパンチと呼ばれる上型とダイと呼ばれる下型を組み合わせて加工します。パンチと受け側であるダイのV溝に材料を挟み、押し込んでいくことで板を折り曲げます。一般的な金型は
90度から179度までの折り曲げ角度に対応しています。約200本の金型を組み合わせて様々な曲げ加工に対応しています。
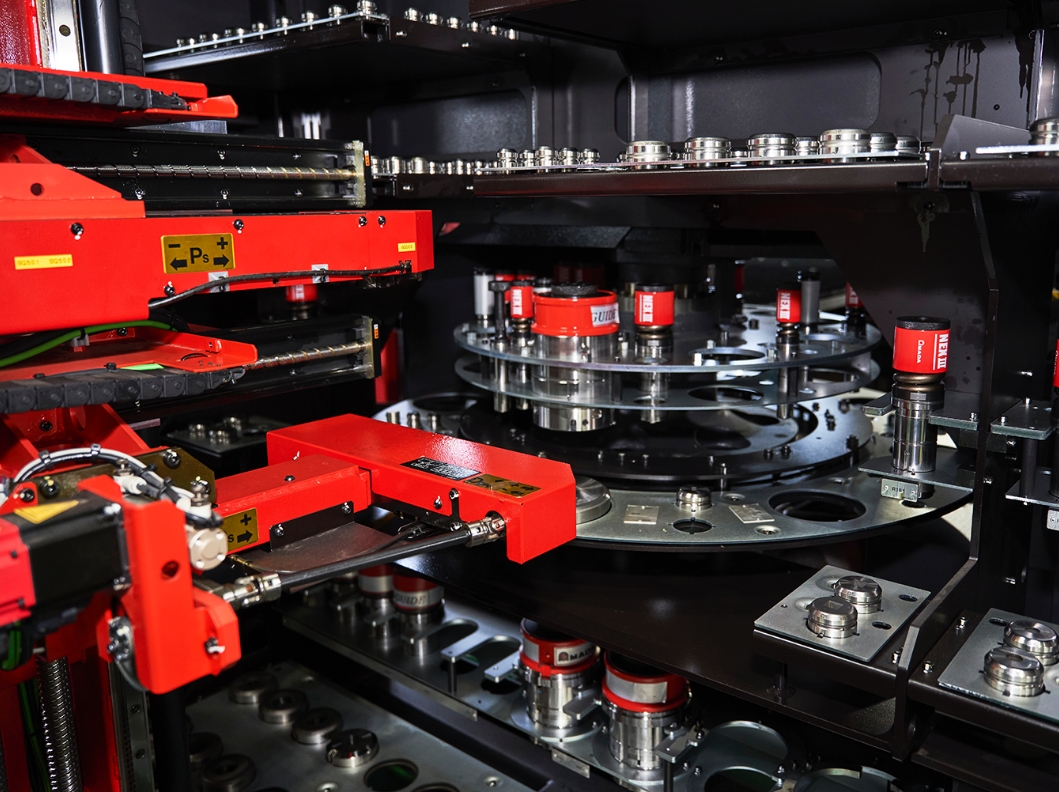
専用の金型を作成し、特定の形状に整形していく機械です。折り曲げる加工もありますし、絞って整形していく加工もあります。弊社では現在5台のパワープレスを稼働させ、うち1台は順送金型に対応した自動送り装置(レベラーフ
ィーダー)を付帯しています。45トン、80トン、110トン、150トンと使用する金型に対応できるよう能力別に揃えています。パワープレスの金型は燕三条の協力工場に依頼し、地の利を生かした迅速な対応を心がけています。またパ
ワープレスを所有しているからこそできる精密板金加工からプレス加工への工程変更を提案することが出来ます。
筒状の製品を加工する際に、ロールベンダーで加工します。弊社ではSCADIAの3点式ロールベンダーを2台所有しています。「SRM-33 330mm」「SR-125Ⅱ2.3t 1250mm」加工するワークの材料幅に応じて使い分けています。ウレタン式のロールベンダーになっていますので、加工キズが付きにくい仕様になっています。薄いものは0.5mm厚のSUS材から厚いもので2.3mmのスチール材まで加工することが可能です。
スチール、ステンレスの丸棒を折り曲げる機械でベンダーに取り付けて使用します。φ5~φ10まで加工することが可能です。単純な取っ手やフックなどを加工する際に用いています。ベンダーに取り付けることによりバックゲージに突き当てて寸法を調節します。パイプの折り曲げをする場合はワークが中空であるために折り曲げる際、つぶれてしまうことがあります。パイプ内に凹み防止用の緩衝材を入れることで軽減できますが、パイプの径に則した専用の緩衝材が必要になる為、コスト上昇の原因となります。
金属板のふちを二つ折りにし、板厚を二重にすることで、強度アップや接触面のけが防止対策に用いられます。人が触れる製品を作る際、人が直接触れる面にバリが残っていたり、シャープエッジのままになっているとケガをする危険性があります。ヘミング処理をして接触面を丸めることで安全性を確保することが出来ます。また箱もの形状の製品の場合、端面のみをヘミング処理することで、たわみ防止や、重量の軽減化をすることが出来ます。
弊社で使用している7台のアマダ製ベンダーはネットワークでサーバーと接続して運用しています。ベンダーをネットワーク化するメリットは曲げデータの一元管理による別の機械へのデータ転用の容易性です。またリピート加工の際は、全開のデータを呼び出してスムーズに加工できます。そしてCAD作成時にベンドモデルを作成することで、データを呼び出した際にプログラムの展開形状を呼び出すことが出来ます。展開形状から曲げ線を指示するだけで、曲げ寸法を入力することが出来、オペレーターによる入力ミスを防ぐことが出来ます。ネットワーク化される前のベンダーは、オペレーターが金型を段取りした後に手打ちでフランジ長さを入力していました。更に昔にさかのぼると、曲げによる伸び値を計算しバックゲージの寸法を入力し調整していました。
可変ダクトを加工することがあります。円錐状のものであったりするのですが、集積ガイド・漏斗のようなものです。筒状で大きなスカート上のものが進むにしたがって小さくなっていく。角型の入り口で出口が丸型のものもあります。ベンダーで細かいピッチで突きながら折り曲げていくのですが、角型側の曲げ位置は一定で丸形は等間隔で円になるように曲げていきます。微妙な調整が必要でスタッフの熟練度により仕上りが左右されます。複雑な曲げに挑戦する姿勢、その意欲と自信は日々の日常業務により培われています。
お問い合わせ
受付時間 平日9:00〜18:00
お問い合わせフォームはこちら無料見積シミュレーション
形や大きさを入力して3分で
概算見積もりをシミュレーションできます!
無料見積
シミュレーション

